Méthodes d’application des revêtements en poudre thermodurcissables
Un aperçu des avantages et des inconvénients des deux principales méthodes d’application des revêtements en poudre thermodurcissables :
La pulvérisation électrostatique (ESD) et le revêtement sur lit fluidisé.
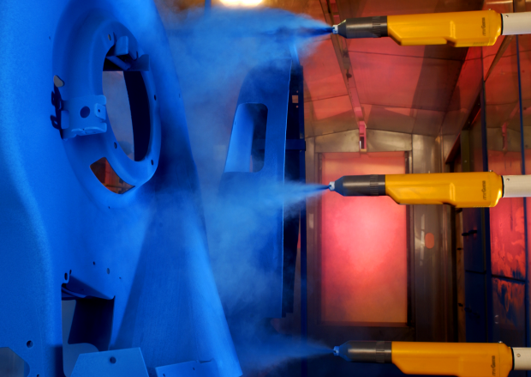
PULVÉRISATION ÉLECTROSTATIQUE (ESD)
Ce procédé est couramment utilisé pour pulvériser des pièces métalliques dans une variété d’industries. L’équipement nécessaire à l’ESD comprend une cabine de pulvérisation de poudre, un alimentateur de poudre, un pistolet de pulvérisation électrostatique et, selon le type de pistolet utilisé, une unité d’alimentation.
La cabine de pulvérisation de poudre est l’endroit où le revêtement en poudre est appliqué sur une pièce. Elle peut également servir de filtre à air et de système de confinement et de récupération de l’excédent de poudre.
Le matériau en poudre fluidisé est d’abord distribué par l’unité d’alimentation au pistolet de pulvérisation du revêtement en poudre. La poudre est poussée à travers le pistolet en utilisant de petites quantités d’air comprimé, généralement entre 4 et 7 psi. L’air comprimé atomise la poudre et lui permet de s’écouler comme un liquide.
L’extrémité du pistolet de pulvérisation est dotée d’une charge électrostatique. Lorsque le revêtement en poudre est expulsé du pistolet de pulvérisation, il applique sa charge à la poudre. Le pistolet de pulvérisation électrostatique commence donc à pulvériser de la poudre chargée négativement. Ces particules chargées sont projetées vers la pièce mise à la terre et chargée positivement, où elles adhèrent à sa surface par attraction électrostatique.
Tout excédent de pulvérisation peut être récupéré par le système de récupération et réutilisé dans de futures applications de revêtement. Après le dépôt de poudre, la pièce est chauffée pendant un certain temps pour obtenir une finition de surface lisse. Pour produire des revêtements plus épais, il est nécessaire de répéter ou d’ajuster la pulvérisation en conséquence.
PISTOLET ESD
Il existe trois types de pistolets électrostatiques :
corona, tribo et cloche rotative.
Pistolet de pulvérisation corona
Le pistolet corona est la méthode d’application de l’ESD la plus courante. Dans ce pistolet, une haute tension (jusqu’à 100 kV) est fournie à une électrode située près de la sortie de la buse du pistolet. Lorsque la poudre sort de la buse, elle traverse un champ électrostatique ionisé qui est créé entre la pièce et l’électrode par la haute tension fournie à l’électrode. La poudre se charge alors négativement.
Le pistolet corona est compatible avec pratiquement tous les types de poudre. Il est facile à nettoyer, et le changement de type ou de couleur de poudre est un processus simple et rapide. La possibilité de faire varier la tension utilisée permet à l’utilisateur de mieux contrôler l’épaisseur du revêtement. L’inconvénient du pistolet corona est que l’application de poudre dans des renfoncements peut entraîner des problèmes résultant de l’effet de cage de Faraday. Toutefois, ces problèmes peuvent être réduits ou évités en variant la tension.
Pistolet de pulvérisation tribo
Dans le pistolet de pulvérisation tribo, un matériau isolant charge positivement les particules de poudre par friction lorsque les particules passent dessus. Par rapport au pistolet corona, aucune haute tension n’est nécessaire et il n’y a aucun risque de problèmes dus à l’effet de cage de Faraday. En outre, l’absence de champ électrostatique entre la pièce et le pistolet de pulvérisation signifie que les pièces peuvent être rapprochées, ce qui permet de gagner de l’espace dans une cabine de pulvérisation de poudre. C’est l’une des raisons pour lesquelles le pistolet de pulvérisation tribo est fréquemment utilisé pour les processus automatisés.
En revanche, le pistolet tribo n’est pas compatible avec toutes les peintures en poudre, et la taille des particules est limitée. Les particules de poudre inférieures à 10 microns sont plus difficiles à charger avec succès avec un pistolet tribo. Le pistolet doit également être démonté pour être nettoyé.
Pistolet de pulvérisation à cloche rotative
Le pistolet à cloche rotative est conçu exclusivement pour l’automatisation et est principalement utilisé dans l’industrie automobile. La poudre est introduite dans la cloche par de l’air comprimé. Ici, une turbine tourne à grande vitesse, expulsant la poudre sous forme de nuages circulaires. La cloche est reliée à une alimentation haute tension qui charge la poudre de la même manière que le pistolet corona.
Les pistolets de pulvérisation à cloche rotative sont traditionnellement utilisés pour le revêtement de grandes surfaces planes, car ils produisent de grands jets. Des pistolets à cloche rotative plus spécialisés ont été mis au point pour produire des motifs étroits. Ils sont idéaux pour le revêtement de pièces plus petites et plus complexes.
REVÊTEMENT EN POUDRE À LIT FLUIDISÉ
Pour fabriquer un lit fluidisé, le revêtement en poudre est placé dans une grande trémie dont le fond est constitué d’une membrane poreuse. De l’air comprimé est ensuite pompé en continu à travers la membrane. L’air fait monter la poudre et agit comme un fluide. La pièce chauffée est plongée dans ce fluide.
Dans la technique de revêtement par poudre en lit fluidisé, la pièce est préchauffée à une température supérieure au point de fusion de la poudre. Cette température se situe généralement autour de 232-260°C (450-500°F). La pièce est ensuite plongée dans la poudre à l’intérieur d’un lit fluidisé. La poudre fond et forme un revêtement sur la surface de la pièce préchauffée. L’épaisseur du film est contrôlée par la température de préchauffage de la pièce et la durée pendant laquelle la pièce est immergée dans le lit fluidisé.
Une autre option est le revêtement en poudre sur lit fluidisé électrostatique. Dans ce cas, un nuage de particules de poudre chargées électriquement est généré au-dessus du lit fluidisé à travers lequel une pièce passe afin d’obtenir un revêtement. Là encore, la pièce doit être préchauffée. Cette méthode exige que la pièce soit mise à la terre avant d’être plongée dans l’énergie chargée. La poudre est chargée à l’aide d’une haute tension, tout comme le pistolet corona mentionné précédemment.
CUISSON
La cuisson des pièces revêtues est différente selon qu’il s’agit d’une méthode ESD ou d’une méthode à lit fluidisé. Pour l’ESD, les pièces doivent être durcies à l’aide d’un four de séchage de poudre spécialisé. Une fois que les pièces ont été pulvérisées, elles sont chauffées à une certaine température et « durcies » pendant une durée spécifique. La température et la durée du séchage dépendent de la taille et des spécifications de la pièce.
Les pièces revêtues de poudre en lit fluidisé sont chauffées avant d’être trempées, ce qui permet au durcissement de se produire simultanément dans le lit. Il est également possible de durcir les pièces revêtues de poudre en lit fluidisé en utilisant la même méthode que les pièces revêtues par ESD.
QUELLE MÉTHODE UTILISER ?
Choosing ESD or fluiLe choix du revêtement par ESD ou par lit fluidisé dépend de votre pièce, de votre application, de votre budget et de la qualité finale. Les deux méthodes produisent des finitions régulières et dures et sont plus rentables, plus durables et plus respectueuses de l’environnement que les applications liquides. Voici les principaux avantages et inconvénients de chaque méthode.
Avantages de l’ESD :
- Les pièces à usiner n’ont pas besoin d’être préchauffées
- Il est plus facile de revêtir des formes difficiles
- Plus facile d’effectuer des changements de couleur
- Faible coût d’automatisation
- Épaisseur du film entre 30 et 250 microns
Inconvénients de l’ESD :
- High investment cost in equipment
Avantages du revêtement en lit fluidisé :
- Faibles coûts d’installation
- Permet d’obtenir une épaisseur de revêtement élevée (> 250 microns) en un seul cycle
Inconvénients du revêtement en lit fluidisé :
- Les pièces doivent être préchauffées
- Pas idéal pour les formes complexes
- De grands volumes de poudre sont nécessaires, ce qui n’est pas économique pour les petites séries.
- Ne convient pas aux pièces fines car elles perdent rapidement leur chaleur.
- Difficile d’effectuer des changements de couleur
- Ne convient pas aux revêtements fins
- Des lits supplémentaires sont nécessaires pour les différents types et couleurs de poudre.
Si vous avez des questions concernant la méthode à utiliser pour votre application spécifique de revêtement en poudre thermodurcissable, contactez-nous et nos experts seront ravis de discuter de vos besoins spécifiques.