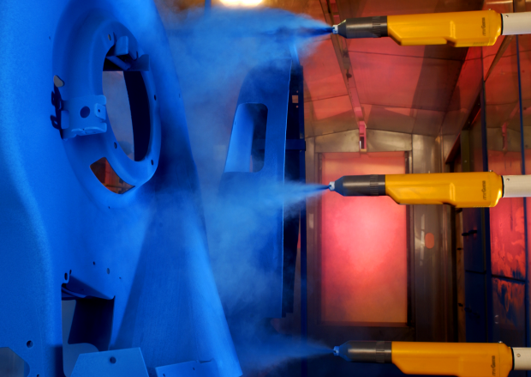
Transfer Efficiency of Thermoset Powder Coatings
Improving transfer efficiency is key to increasing
the coverage of thermoset powder coatings.
But what is transfer efficiency? And how can you improve it?
Transfer efficiency is the ratio of the quantity of powder deposited on the workpiece to the quantity of powder directed at the workpiece. It’s given as a percentage. In effect, the higher the percentage, the more powder is adhering to the workpiece. As the percentage drops, more powder is wasted. A transfer efficiency of 100% is obviously the most desirable. However, in practice, a transfer efficiency of 50-85% is more likely.
Why is transfer efficiency important?
Transfer efficiency is important with respect to productivity, cost, and environmental savings. Improving first-pass powder coating transfer efficiency is the most critical factor in increasing coverage per square foot/meter coated.
How to calculate transfer efficiency
Transfer efficiency is very easy to calculate, simply:
- Weigh the workpiece before and after the application of the powder coating. This gives a value (A) for the amount of powder coating deposited on the workpiece.
- Weigh the powder coating bag before and after the application of the powder coating. This will give a value (B) for the amount of powder coating dispensed.
Transfer efficiency is the weight gain of the workpiece (A) divided by the total amount of powder dispensed (B), multiplied by 100.
For example, if your workpiece gains 6 pounds and you have used 10 pounds of powder coating, your transfer efficiency will be 60%.
Factors affecting transfer efficiency
Transfer efficiency may be easy to calculate, but it’s less easy to determine why it’s low because it’s affected by multiple parameters. The most obvious ones are the type of powder; the size, weight and shape of the workpiece; the distance between the spray gun and the workpiece; the air flow in the spray booth; and the pressure of the powder delivery air.
Less obvious but sometimes equally critical to transfer efficiency are the painter’s technique (and even attitude!) when applying the coating; the extent of overlapping of successive spray gun strokes; the orifice diameter of the spray gun cap; and the air balance in the spray booth.
However, despite the numerous factors that play a role in determining transfer efficiency, there are certain basic steps to take to move transfer efficiency towards 100%.
How to improve transfer efficiency
Construction and design of spray booth
The construction of the spray booth can have a major influence on transfer efficiency. Stainless steel and certain polycarbonate materials can, if used in a spray booth, act as a strong magnet for powder. This can be avoided by using engineered plastics. The design of the booth should be carried out by an experienced equipment supplier, who will ensure that the openings where workpieces enter and exit, the slots where powder guns are located, the airflow through the booth, and the main extraction points are all optimized to promote the highest transfer efficiency.
Booth air velocity
The air flow of the booth must eliminate powder migration from the booth but not interfere with the coating process. If the air flow is too little or too slow, the powder can migrate out of the booth. If it’s too much, the powder may never reach the workpiece. Get it right and you will see your transfer efficiency increase.
Orientation of workpiece
Take care to carefully position and orientate the workpiece so that the automatic gun or manual sprayer can spray the workpiece with minimal effort and movement. If possible, aim for a more or less solid wall of workpieces in front of the spray gun.
Distance between spray gun and workpiece
Ideally, you should aim for a distance of 6” to 12” between the spray gun and the workpiece for optimal transfer efficiency. You may be tempted to close the gap still further to increase transfer efficiency, but this is not recommended. The movement of the powder can disrupt the electrostatic attraction forces and cause the transfer efficiency to drop.
Gun voltage
Start with the highest voltage settings that are permissible for your spray gun. This is likely to give the best first pass transfer efficiency. If you experience issues relating to the Faraday Cage Effect, or electrostatic rejection issues (“starring”) with thicker film builds, you can then reduce the voltage.
Grounding of workpiece
Check that the workpiece is correctly grounded. It should be grounded with a resistance to ground not exceeding 1 megaohm. This will reduce any issues with the Faraday Cage Effect and electrostatic rejection mentioned above and allow you to operate the spray gun at the highest possible voltage setting. Bad grounding leads to rejects due to light coating and inconsistency in coating thickness.
Speed of powder particle
The time the powder particle is within the electrostatic field is one of the most important factors to improving transfer efficiency. In practice this means that the faster the particle travels, the less time it is within the electrostatic field, and the lower the transfer efficiency. Try reducing the powder output velocity, slowing the motion of the spray gun, and using a gentle spray gun pattern.
The human aspect in transfer efficiency
When it comes to increasing the transfer efficiency of the manual application of thermoset powder coatings, arguably the biggest factor is the person behind the spray gun. Powder coating operators need to be properly trained and fully engaged in their work, spraying in a focused manner as parts are presented. They also need to stay on top of maintenance. This means carefully cleaning equipment and replacing items such as nozzles and venturis when needed.
If you have any questions concerning the transfer efficiency of thermoset powder coating applications, drop us a line and our experts will be delighted to answer them and discuss any specific challenges.